SS2K 注射泵双组份机
编号
SS2K
简介
1.计量泵不受温度、摇溶性变化、黏度变化、漆路阻塞等左右、UV卡泵、银粉卡泵、没粘度的水等影响,可以始终进行稳定的涂料供应。
2. 采用电脑设定不同产品的主剂与硬化剂配比与所需的出漆量cc 数。
3. 低吐出量每分钟小于20cc 能维持出漆稳定。
4. 配比精度、出漆精密度最高可达±1%或更高。
2. 采用电脑设定不同产品的主剂与硬化剂配比与所需的出漆量cc 数。
3. 低吐出量每分钟小于20cc 能维持出漆稳定。
4. 配比精度、出漆精密度最高可达±1%或更高。
 优点
优点
- 计量泵不受温度、摇溶性变化、粘度变化、漆路阻塞等左右、UV卡泵、银粉卡泵、没黏度的水等影响,可以始终进行稳定的涂料供应。
- 采用电脑设定不同产品的主剂与硬化剂配比与所需的出漆量cc数。
- 低吐出量每分钟小于20cc能保持出漆稳定性。
- 配比精度、出漆精密度最高可达±1%或更高。
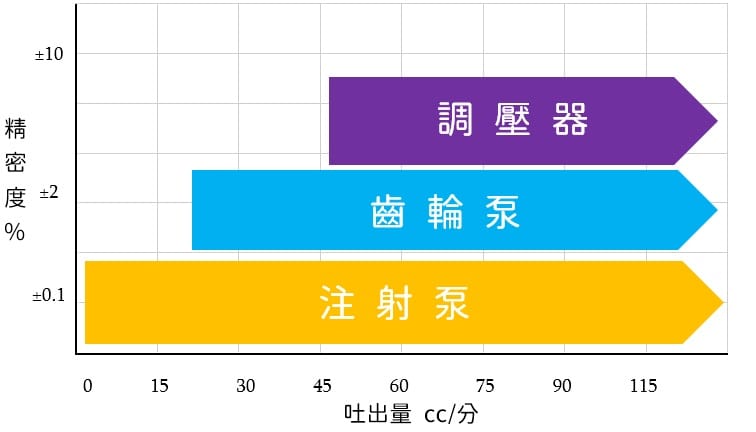
了解目前普遍使用的油漆调压器、齿轮泵与注射计量泵的差异
| 膜片压力平衡调漆量 | 体积式齿轮计量 | 体积注射式计量 | |
| 精度 | ±10% | ±3% | ±1% |
| 级别 | (有齿隙内泄的变化性误差) | (无内泄) | |
| 图示 | 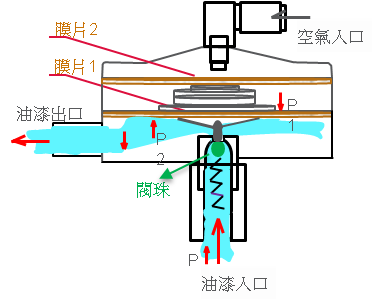 |  |  |
| 工作原理 | P1气压或弹簧力大小推开阀珠, 让漆进入室内, P2漆压让阀珠间隙变小, 通过漆量变小P2压力也降低。P漆入口压力及P2出口压(腔内压)、与P1膜片的空气压(或弹簧力)这三个力量的平衡来决定出漆大小。 | 变频电机、伺服电机驱动齿轮转动, 齿轮齿尖与泵体间的空间油漆, 被齿轮转动带到泵的出口端, 排出泵体外。转速大小, 代表了齿轮间排出的油漆体积的多少, 利用数位转换成出漆的资料管理。 | 精密伺服线性控制计量 |
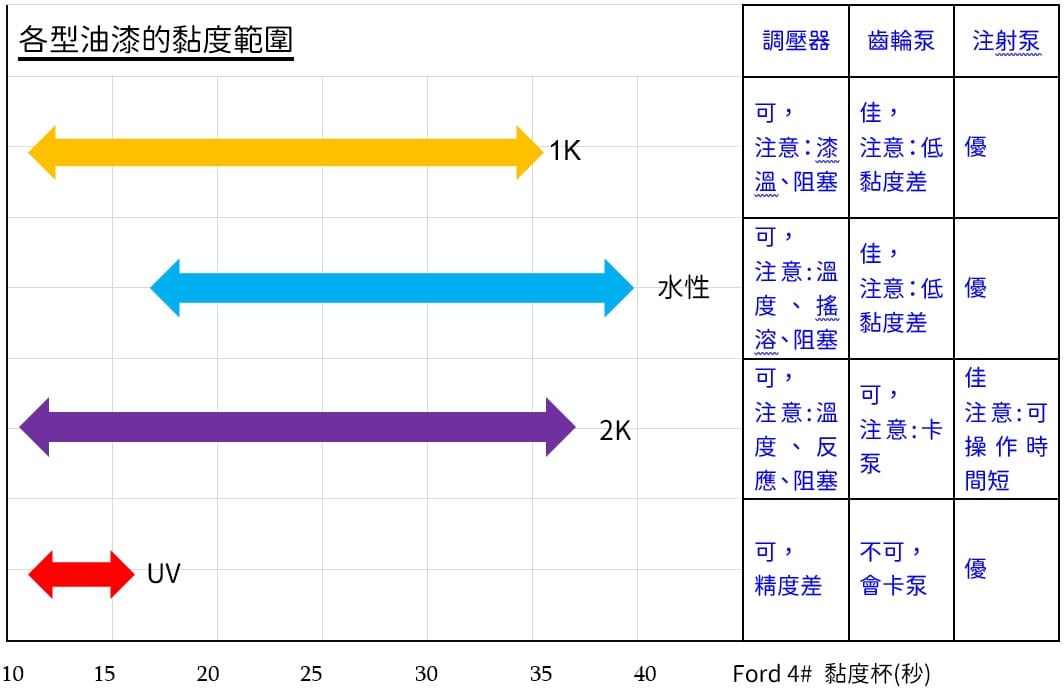
了解用图表表示,方便对于您对于油漆量控制的选择
SS2K油漆注射计量泵型双组分自动配料、混合机规格
| 配比定量机型号 | SS2K |
| 配比计量方式 | 伺服注射计量 |
| 流量 cc/min. | 40至700 |
| 出漆量稳定性 | ±1% |
| 油漆最大工作压力 | 低压喷涂1MPa |
| 空气最大工作压力 | 0.7MPa |
| 最大工作空气压力 | 0.45至0.7MPa |
| 空气源 | 0.6至0.7MPa |
| 空气筛检程式入口尺寸 | 3/8 npt(f) |
| 空气筛检程控用 (机台自带) | 最小5微米,洁净/干燥 |
| 空气筛检程式喷涂雾化用 (集成商自配) | 最小30微米,洁净/干燥 |
| 适合的油漆 | 单组分, 双组分;溶剂和水性漆;聚氨酯;环氧树脂;酸固化清漆;水汽敏感型异氰酸酯 |
| 油漆粘度适应 | 20~1500cps |
| 油漆过滤装置(使用者自带) | 60,80,或100目 |
| 最高配比范围(配比精度随着粘度和配比比例变化会略有差异) | 100:01:00 |
| 油漆出口接头 | 1/4 npt(m) |
| 允许工作温度 | 10至45°C |
| 流量绝对控制精度 | 0.15cc(微量控制精度可达0.1cc) |
| 最高流量重复控制精度 | ±1cc/min |
| 与油漆接触件 | SUS316, SUS304, 钨钢、PTFE、全氟弹性体、UPE、陶瓷 |
| 可选用计量泵 | 1.2kW |

SS2K
*水性静电三组分机SW3K请个别询价